The Evolution of Urea-Free Resins in India – Early Shelving to Recent Advancements
 May 15, 2026
May 15, 2026

Early Shelving to Recent Advancements.
Urea Formaldehyde (UF) resin is one of the most widely used synthetic resin binders in the wood composites manufacturing sector, worldwide. It is also widely used along with other resins in the leather, textiles & carton-box manufacturing sectors.
Historically, the Urea raw material that is used for the manufacture of UF resins, has been taken for granted in India, from the subsidised agriculture fertiliser supply-chains across the country. Where industrially used Technical Grade (TG) Urea was priced in the range of ₹38 to ₹45, the illegally diverted agriculture fertiliser urea was easily available at ₹7/- per Kg, until recently. This helped to keep UF Resin costs as low as ₹15/- per Kg for the manufacturer. India had easy and unrestricted access to the cheapest MR Grade resin in the whole world.
How the thought process started?
Being an eco-sensitive individual with a fair degree of conscience, I have been thinking of replacing urea from the MR Grade plywood and panel resins in India, since the time I was working with a group based down South during 2013. Seeing massive number of trucks being brought in to factories illegally all-over the place, developed an inner pain, leading to a resolve to be the change I wished to see around.
The First Ever Success – 2014: In the year 2014, I made a crude MF moulding powder dryer fabricated using an empty phenol drum, with 2 x 500W bulbs as the heating source. Thereafter got the Melamine Formaldehyde dried flakes to be pulverised to fine powder of maximum possible fineness (80 mesh) using available pulveriser equipment.
The First Urea-Free Glue Mixing: 25 parts of this MF powder was mixed with 75 parts of water, using a high speed OHS, and then 15 parts of all-purpose flour (maida) was mixed homogenously into the glue system. Plywood was made using Rubber-Eucalyptus core veneer combination. Eucalyptus being the glue-core. The 9-layer assembly was pressed along with 0.3mm gurjan face veneers, at 130 deg C, for 15 minutes, using the direct pressing technique. The resulting plywood samples showed excellent MR Grade properties in lab tests. This was again tried with 20 parts MF powder : 80 parts water : 15 parts maida, which also returned good results, passing MR Grade plywood requirements exceedingly.
Shelved for infinity: Discussing with industrialists never returned favourable responses, since the process was tedious, time-consuming, and planning-driven. Subsidy urea was available just like over-the-counter vegetable buying. When resin itself used to be available for ₹16/- ex-factory + GST, this glue system was too costly.
Between 2013 and 2018, I have self-tested more than 4,500 plywood samples using various formulations, materials, additives, and glue-mixtures – ranging melamine, phenol, resorcinol, glyoxal, lignin, cardanol, epichlorohydrin, epoxies, starches, soy variants, nano-fibres, celluloses, etc.
Fast Forward to 2022 June – The Inspirational Chat with a Veteran: During the year’s Indiawood exhibition at Bengaluru, I had a chance to meet with Shri Ajay Baldawa Sir of Century Group. This must have been the 2nd of June, 2022, if I remember right. Baldawa sir asked me – Vaidya, I want to replace maida from being added as an extender for glue-making. I want you to work on it. I responded saying I shall work on it. It was an order for me, more than a suggestion/request.
By the second week of June, I happened to test a starch-based crosslinker formulation, to be blended with pure MF resin, at different ratios, in order to make various grades of plywood samples for testing. What started as an extender-removal work, ended up as a successful urea-removal work, within a matter of couple of weeks.
The Techno-Commercial Thought Process.
Matching the basic cost economics of Urea Formaldehyde resin/glue, requires that any resin system developed must be able to compare point-blank, against the illegally diverted urea-based cost to the industry – the gold standard. Whatever the resin, whatever the blend, this had to be the baseline.
Keeping this in mind, the next scenario moves toward the technical perfection of such a resin system, which can work across almost all of the current manufacturing practices, wood species used, process parameters used, as well as work approaches used, pan-India. This is not an ordinary work at hand, given such vast variations in almost all of the parameters within factories – work, technical, social, political, and emotional. And then, as the silver lining of limitations to plywood manufacturing in India, there is the – ‘Green me hota hai kya?’ mindset.
The primary approach was to utilise the superiority of a higher resin (such as MF & PF) to create the base pre-polymer, and create a blendable/harmonizable low-cost crosslinker, that can retain bond performance at an optimised level of blend ratio(s). Unless we have the courage and technical confidence to enter into unchartered, yet imaginable territories in the realm of science, new innovations can never be arrived at, leave apart implemented. There is a basic thumb-rule in scientific work – ‘if it can be imagined, it can be done’. Being unable to conceive technical imaginations, is not a problem of science – it remains a problem of mindset and attitudes.
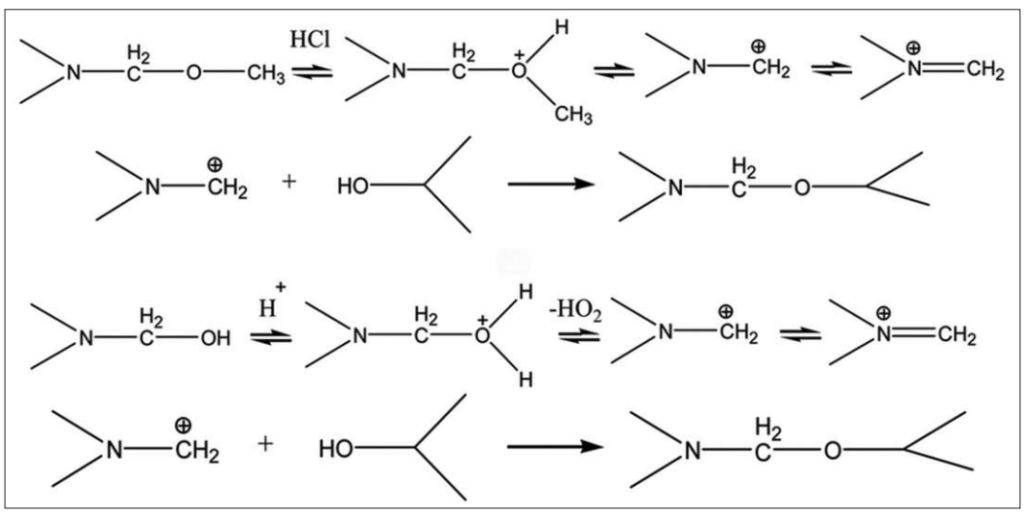
Etherification and Crosslinking: The “magic” happening in the glue-line is not just simple mixing. It is the play of a complex Interpenetrating Polymer Network (IPN). The methylol groups (-CH2OH) from the melamine formaldehyde resin react with the hydroxyl groups (-OH) found on the bio-crosslinker chains. This creates strong covalent ether bonds.
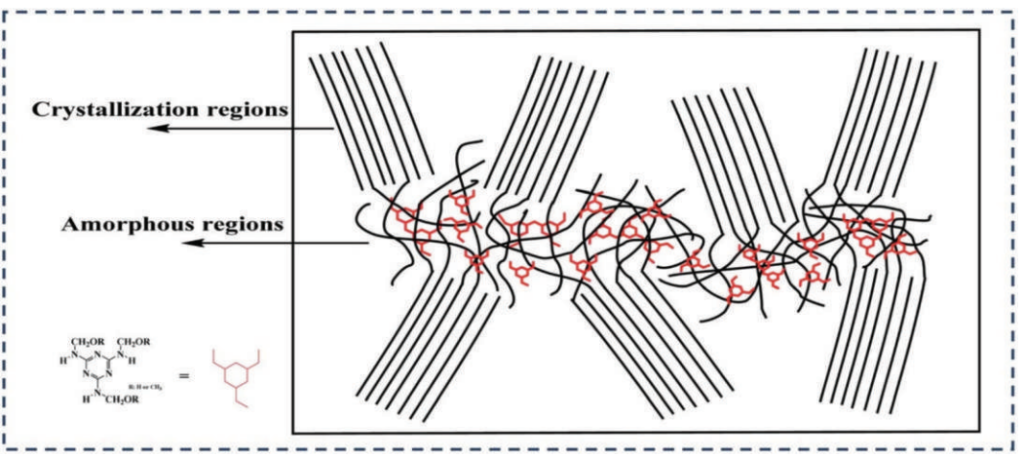
Heat and pressure of the plywood press increases the surface area in bio-crosslinker structure, allowing the MF resin to penetrate the matrix more effectively. As the water evaporates, MF resin undergoes polycondensation, forming a rigid, three-dimensional network that physically traps the bio-crosslinker molecules. This prevents the matrix from re-absorbing moisture, which is usually the “Achilles’ heel” of pure bio glues.
Th smart utilisation of this crosslinked polycondensation process remains the key to implementing NUR glue systems at an economical cost, with bond performance, as well as bond durability – thereby passing the accelerated aging tests prescribed in the BIS Standards.
The Secret Sauce – Homogenisation.
MR Grade plywood properties were comfortably passed at 20:80, 25:75, 30:70 ratios of MF:Bio blends. The key to reducing cost – homogenisation efficiency – the most critical factor for bio-resin blends. With the perfect homogenisation in blending stage, I was able to achieve 20 MF : 80 Bio glue, without the need for extenders.
The addition of certain unique, proprietary materials, in the final base formulation – BioReX™, helps further, to improve the homogenisation capability of the blend, during the time given in Cowles Dissolver Mixing (popularly known as the Chinese glue-mixing).
Choosing the Glue-Mixer.
Identification/design/choice of the glue-mixer decides cost as well as performance efficiencies in the Non-Urea Resin (NUR) glue system. The key aspects of choosing the right glue-mixer in NUR glue systems (recommended for any glue system in general, irrespective of the type) are –
- The Cowles Dissolver mixing process.
- Design and dimensions of the blade, with respect to the tank dimensions.
- RPM manipulations during glue-mixing.
- Time provided for the glue-mixing (homogenisation process).
The Onward Journey
Since 2023, the country has been witnessing large number of raids on factories that use illegally diverted fertiliser urea, for manufacturing UF resins for Plywood, PB & MDF. The first official request for practical NUR implementation came from Maharashtra (2023), followed by Kerala (May, 2025), Karnataka (June, 2025), and UP (Jan, 2026).
NUR glue system is fully operational in India, since 2023 mid, officially and commercially, in plywood manufacturing. When NUR glue system is mentioned, it belongs to the commercial classification of wood composites glues within the maximum cost of ₹20/- per Kg (using the general chemical price index).
By 2025 mid-year, I have been able to develop and test the following types of NUR glue systems, which have been practically running in different industries across India, by now.
| Base Material | Blends |
| Melamine Formaldehyde | Starch-bio blends |
| All-purpose flour (maida) blends | |
| Direct dilutions | |
| BioReX™ blends | |
| Phenol Formaldehyde | Protein-bio blends |
| Phenolic-bio blends | |
| Direct dilutions |
Each of the above glue systems have their advantages and disadvantages, and these cannot be universally applicable to all factories. The NUR glue system has to be “set-up” for each factory, based on available conditions, infrastructure, and work-approaches. Currently, around 30 plywood factories & one PB unit are running on these NUR glue system implementations, with more factories in the pipeline.
Key Factors of NUR Glue Economics
- Resin kettle material-mixing design.
- Glue mixer design.
- Discipline in two-component blending/mixing.
The most critical factor in reducing cost of NUR glue, is the mixing infrastructure and mixing efficiency. Scientifically established, and well-planned glue-mixing infrastructure can help reduce costs beyond believable levels.
As I write this article, there is a great news for the Plywood manufacturing sector – BioReX™ based synthetic-bio hybrid resins officially conforms to IS-303:2024 MR Grade Plywood Standards, as well as IS-848:2025 Synthetic Resin Adhesives for Plywood Standards, based on an unbiased third-party testing through random sampling. Test reports are available for download in the PlyQi™ website.
Key Acknowledgements & Gratitude:
- Shri Abdul Razak Tanirbhavi Ibrahim (Akolite Synthetic Resins),
- Shri Subhash Jolly (WTA),
- Shri Ritesh Mundra (Trubond Industries Pvt Ltd),
- Shri Haresh Ajbani (Vritti Impex Pvt Ltd),
- Shri Naresh Tewari (AIPMA),
- Dr. Prasanth M.A. (A K Apple Ply Pvt Ltd),
- Shri Riaz M. H. (SOPMA), Shri Pragat Dwivedi (Ply Reporter),
- Shri Suresh Bahety (Ply Insight), Dr. M. P. Singh (FIPPI).